
지하 매설이나 지하 통로, 또는 물이 고이기 쉬운 곳에 케이블 시스템을 설치할 경우, 수증기와 물이 케이블 절연층으로 침투하는 것을 방지하고 케이블의 수명을 연장하기 위해 금속 외피와 금속-플라스틱 복합 외피로 구성된 방사형 불투수성 차단층 구조를 채택해야 합니다. 케이블의 금속 외피로는 납, 구리, 알루미늄 등의 금속 재료가 일반적으로 사용되며, 금속-플라스틱 복합 테이프와 폴리에틸렌 외피가 금속-플라스틱 복합 외피를 구성합니다. 금속-플라스틱 복합 외피는 부드럽고 휴대성이 뛰어나며, 플라스틱이나 고무 외피에 비해 투수성이 훨씬 낮아 높은 방수 성능이 요구되는 장소에 적합합니다. 하지만 금속 외피와 비교하면 금속-플라스틱 복합 외피 역시 어느 정도의 투수성을 가지고 있습니다.
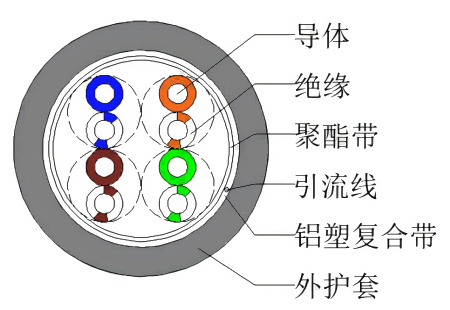
HD 620 S2: 2009, NF C33-226: 2016, UNE 211620: 2020과 같은 유럽 중전압 케이블 표준에서는 단면 코팅된 플라스틱 코팅 알루미늄 테이프를 전력 케이블의 완벽한 방수 커버로 사용합니다. 단면 코팅된 알루미늄 테이프의 금속층은플라스틱 코팅 알루미늄 테이프절연 차폐재와 직접 접촉하며 동시에 금속 차폐재의 역할을 수행합니다. 유럽 표준에서는 플라스틱 코팅 알루미늄 테이프와 케이블 외피 사이의 박리력을 시험하고, 케이블의 방사형 내수성을 측정하기 위한 내식성 시험을 수행해야 합니다. 또한, 플라스틱 코팅 알루미늄 테이프의 직류 저항을 측정하여 단락 전류 전달 능력을 평가해야 합니다.
1. 플라스틱 코팅 알루미늄 테이프의 분류
알루미늄 기판 재료에 코팅된 플라스틱 필름의 수에 따라 양면 플라스틱 코팅 알루미늄 테이프와 단면 플라스틱 코팅 알루미늄 테이프의 두 가지 종류의 세로 코팅 공정으로 나눌 수 있다.
중저전압 전력 케이블 및 광케이블의 포괄적인 방수 및 방습 보호층은 양면 플라스틱 코팅 알루미늄 테이프와 폴리에틸렌, 폴리올레핀 등의 외피로 구성되어 방사형 방수 및 방습 역할을 합니다. 단면 플라스틱 코팅 알루미늄 테이프는 주로 통신 케이블의 금속 차폐에 사용됩니다.
일부 유럽 표준에서는 단면 플라스틱 코팅 알루미늄 테이프가 완벽한 방수 피복재로 사용되는 것 외에도 중전압 케이블의 금속 차폐재로도 사용되며, 알루미늄 테이프 차폐는 구리 차폐에 비해 비용 측면에서 분명한 이점이 있습니다.
2. 플라스틱 코팅 알루미늄 테이프의 세로 방향 포장 공정
알루미늄-플라스틱 복합 스트립의 세로 방향 포장 공정은 플라스틱 코팅된 알루미늄 테이프를 일련의 금형 변형을 통해 원래의 평평한 형태에서 튜브 형태로 변형시키고, 플라스틱 코팅된 알루미늄 테이프의 양쪽 가장자리를 접합하는 공정을 말합니다. 플라스틱 코팅된 알루미늄 테이프의 양쪽 가장자리는 평평하고 매끄러우며, 접합면이 단단하게 접착되어 알루미늄과 플라스틱 사이의 박리가 발생하지 않습니다.
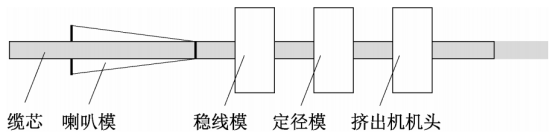
평면 형태의 플라스틱 코팅 알루미늄 테이프를 관형으로 성형하는 공정은 종방향 래핑 혼 다이, 라인 안정화 다이 및 사이징 다이로 구성된 종방향 래핑 다이를 사용하여 구현할 수 있습니다. 플라스틱 코팅 알루미늄 테이프의 종방향 래핑 성형 다이의 흐름도는 다음 그림에 나와 있습니다. 관형 플라스틱 코팅 알루미늄 테이프의 양쪽 끝은 열 접합과 냉간 접합의 두 가지 공정으로 접합할 수 있습니다.
(1) 열접착 공정
열접착 공정은 플라스틱 코팅 알루미늄 테이프의 플라스틱 층을 70~90℃에서 연화시키는 방식입니다. 플라스틱 코팅 알루미늄 테이프의 변형 과정에서, 테이프 접합부의 플라스틱 층을 열풍기나 토치로 가열하여 플라스틱 층이 연화된 후 발생하는 점착력을 이용하여 두 가장자리를 단단히 접착시킵니다.
(2) 냉간 접합 공정
냉간 접합 공정은 두 가지 종류로 나뉘는데, 하나는 캘리퍼 다이와 압출기 헤드 사이에 긴 안정 다이를 추가하는 방식입니다. 이 안정 다이를 통해 플라스틱 코팅 알루미늄 테이프는 압출기 헤드에 들어가기 전까지 비교적 안정적인 관형 구조를 유지합니다. 안정 다이의 출구는 압출기 다이 코어의 출구와 가깝고, 안정 다이를 제거한 후 알루미늄-플라스틱 복합재는 즉시 압출기 다이 코어로 들어갑니다. 피복재의 압출 압력이 플라스틱 코팅 알루미늄 테이프의 관형 구조를 유지하고, 압출된 플라스틱의 고온이 플라스틱 코팅 알루미늄 테이프의 플라스틱 층을 연화시켜 접합 작업을 완료합니다. 이 기술은 양면 적층 플라스틱 코팅 알루미늄 테이프에 적합하며, 생산 장비 조작이 간단하지만 금형 가공이 비교적 복잡하고 플라스틱 코팅 알루미늄 테이프가 쉽게 반발하는 단점이 있습니다.
또 다른 냉간 접착 공정으로는 열용융 접착제를 사용하는 방식이 있습니다. 압출기에서 세로 방향 랩 혼 금형 위치에 열용융 접착제를 녹여 플라스틱 코팅 알루미늄 테이프의 외측 가장자리 한쪽 면에 도포합니다. 열용융 접착제가 도포된 플라스틱 코팅 알루미늄 테이프는 안정화 라인과 사이징 다이를 통과하여 양쪽 가장자리가 접착됩니다. 이 기술은 양면 플라스틱 코팅 알루미늄 테이프와 단면 플라스틱 코팅 알루미늄 테이프 모두에 적합합니다. 금형 가공 및 생산 장비가 간단하지만, 접착 효과는 열용융 접착제의 품질에 크게 영향을 받습니다.
케이블 시스템의 작동 신뢰성을 확보하기 위해서는 금속 차폐층이 케이블의 절연 차폐층과 전기적으로 연결되어야 하므로, 케이블의 금속 차폐층으로는 단면 플라스틱 코팅 알루미늄 테이프를 사용해야 합니다. 예를 들어, 본 논문에서 언급된 열 접합 공정은 양면 코팅 알루미늄 테이프에만 적합합니다.플라스틱 코팅 알루미늄 테이프반면, 열 용융 접착제를 사용하는 냉간 접착 공정은 단면 플라스틱 코팅 알루미늄 테이프에 더 적합합니다.
게시 시간: 2024년 7월 30일